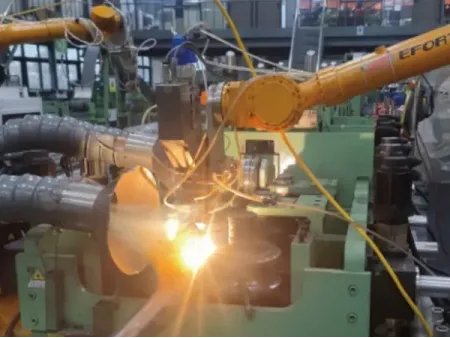
ท่อเหล็กกำลังสูงเชื่อมด้วยเลเซอร์




ส่งคำขอ
ท่อเหล็กกำลังสูงสำหรับแชสซีรถยนต์พลังงานใหม่และชิ้นส่วนโครงสร้างน้ำหนักเบา
ท่อเชื่อมด้วยเลเซอร์ถูกใช้อย่างแพร่หลายในเหล็กกำลังสูง ≥800 MPa สำหรับการรีดขึ้นรูปและการเชื่อมความเร็วสูง:
- ความบิดเบือนน้อยและความแม่นยำสูง
การเชื่อมเลเซอร์ท่อเหล็กกำลังสูงทำให้เกิดการบิดเบือนของรอยเชื่อมน้อยมาก รับประกันความแม่นยำมิติสูง คุณภาพรอยเชื่อมคงที่ แข็งแรงสูง ประหยัดพลังงาน และไม่ต้องผ่านกระบวนการอบหลังเชื่อม - น้ำหนักเบาและประสิทธิภาพสูงขึ้นสำหรับแชสซี NEV
เมื่อใช้กับแชสซีรถพลังงานใหม่ ท่อเหล็กเชื่อมเลเซอร์กำลังสูงสามารถลดน้ำหนักได้ 10-30% พร้อมเพิ่มความแข็งแรง ความทนทาน และความต้านทานความเมื่อยล้า 30–50% - ความต้องการเพิ่มขึ้นตามการพัฒนารถพลังงานใหม่
ความต้องการท่อเหล็กเชื่อมเลเซอร์กำลังสูงจะเติบโตต่อเนื่องตามความต้องการรถพลังงานใหม่ที่เพิ่มขึ้นทั่วโลก
ข้อกำหนดการตรวจสอบ
การทดสอบสมรรถนะ: การแบน/การขยายปากท่อ
- ระยะระหว่างแผ่นกดหลังการแบน < 2T 1 mm
- ข้อกำหนดมาตรฐานแห่งชาติ: ระยะระหว่างแผ่น = 1/3 ของเส้นผ่านศูนย์กลางท่อ
- ทั้งสองมาตรฐาน รอยเชื่อมต้องไม่มีรอยแตกหรือฉีกขาดจึงถือว่าผ่าน
- การทดสอบการขยายปากท่อ ใช้ชิ้นท่อยาว 200-300 มม. ทำการฟลานจ์ 180° ด้วยแม่พิมพ์พิเศษ
- รอยเชื่อมต้องไม่มีรอยฉีกขาดหรือรอยแตกขณะฟลานจ์ด้านนอกของผนังท่อ
การทดสอบทางโลหะวิทยา: เส้นเชื่อม
- มาตรฐานญี่ปุ่น (Nippon Steel): 0.02–0.20 mm
- มาตรฐานเยอรมนี: 0.02–0.12 mm
- มาตรฐานเกาหลี (PSP): 0.05–0.30 mm
- ถูกควบคุมให้อยู่ระหว่าง 0.02–0.11 มม. และสังเกตด้วยกล้องจุลทรรศน์ขยาย 100×ความกว้างมาตรฐานของเส้นเชื่อมในโซนรอยเชื่อม
การทดสอบทางโลหะวิทยา: มุมสตรีมไลน์
- มาตรฐานญี่ปุ่น (Nippon Steel): 40°–70°
- มาตรฐานเยอรมนี: ผนังด้านใน 60°, ผนังด้านนอก 65° (ความคลาดเคลื่อน ≤ 10°)
- มาตรฐานบริษัท: ควบคุมมุมสตรีมไลน์ที่รอยเชื่อม 50°–70°